
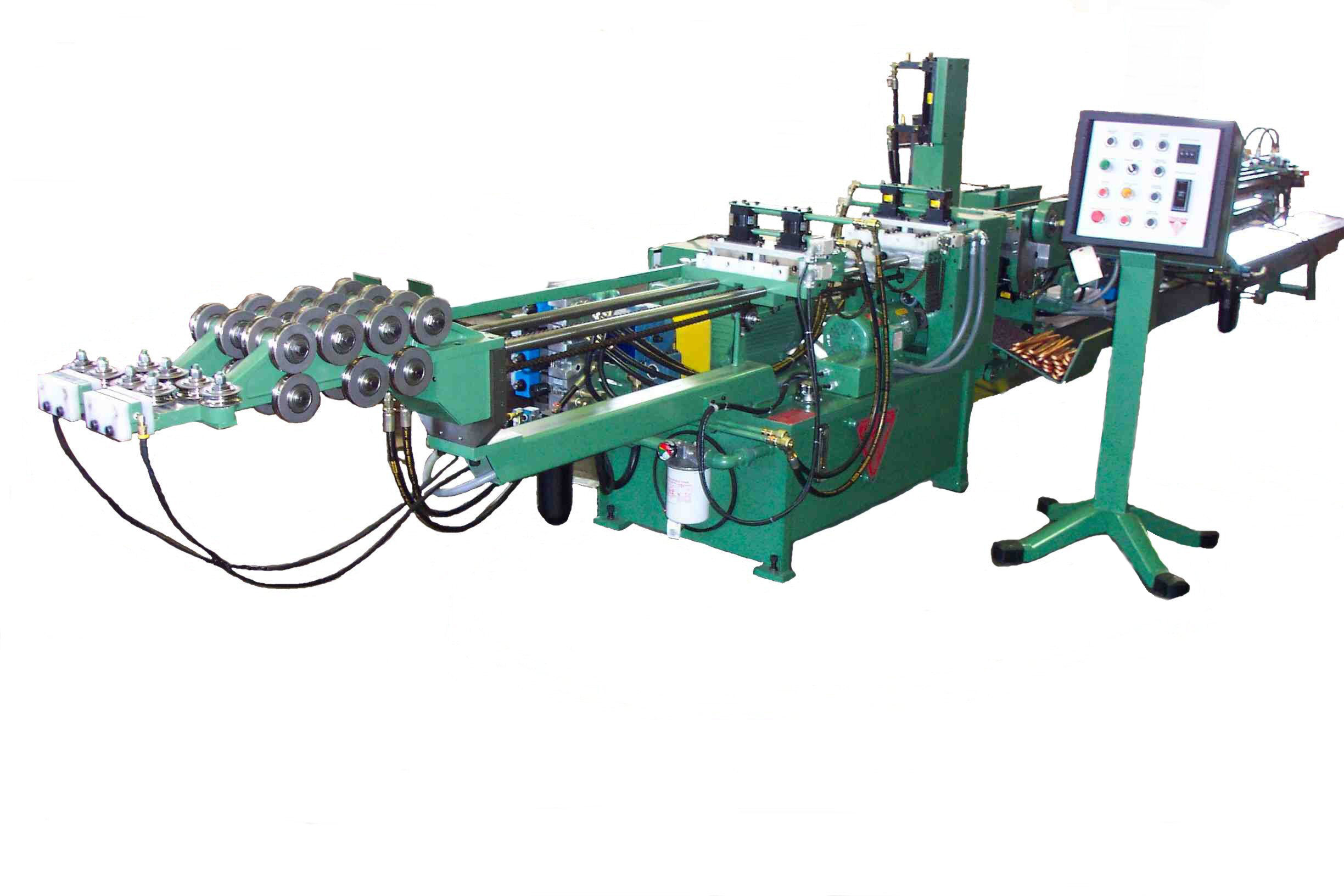
 TRIDAN® MODUTRON AUTOMATIC HAIRPIN BENDER
TRIDAN® MODUTRON AUTOMATIC HAIRPIN BENDER
The TRIDAN® Model AHBM (4 tube) Modutron Automatic Hairpin Bender is one of a family, of six level-wound coil fed hairpin benders built by TRIDAN® that utilize an orbital type chip-free (chipless) tube cutoff system.
Model AHBQ processes two (2) hairpins per cycle.
Model AHBM processes four (4) hairpins per cycle.
Model AHBV processes six (6) hairpins per cycle.
In addition, all three models are also available in a combination Hairpin Bender – Straight & Cut-to-Length Line (/SL) version, which allows production of either hairpins or straight tube lengths from the same machine.
The Advantages of TRIDAN® Level-Wound Coil Fed Hairpin Benders include:
COST REDUCTION – Level-wound coiled tubing is lower in overall cost than pre-cut straight tube lengths.
MINIMAL SCRAP – By producing hairpin bends from a continuous length, there are no unusable lengths when compared to lengths cut from 16 to 20 foot lengths.
DIRECT CONTROL – By having the capability of producing only the exact quantity and length of hairpin bends necessary.
GENERAL MACHINE DESCRIPTION:
The production application of the TRIDAN® Model AHBM is to produce hairpin bends from level-wound coiled tubing of copper or aluminum. It is a fully integrated system consisting of a Tube Straightening, Sizing, and Lubrication Section, adjustable-length Tube Feeding Section, a chipless Tube Cutoff Section, and Hairpin Bender Section. Supporting equipment include a Tube Uncoiling System. The Control System is designed in such a manner that all operations are sequenced fully automatically or may be individually placed under manual control.
The Tube Straightening, Feeding, and Cutoff Sections are mounted on a machined base plate, which also serves as the top of the weldment-constructed hydraulic reservoir. This over-sized reservoir is an integral part of the machine’s frame, and is furnished as standard with a liquid level gauge and thermometer.
The Hairpin Bender Section is mounted on a heavy-duty fully machined base frame to insure positive alignment with the Tube Straightening, Feeding, and Cutoff Section under all setup and operational conditions. The Bender Section is precisely guided on the base frame, again to insure alignment between the tubes and the bending mandrels and mandrel rods.
The Tube Uncoiling System is built on a weldment frame of sufficient size and rigidity to support the number and size of coils dictated by the application.